电火花加工的工作原理是什么?
的有关信息介绍如下:当电源插头接触不良或闭合电路保险盒时,常常看到接触处产生火花放电,使得接触件表面产生一些麻点和不整齐的缺口。这种由于放电而形成金属材料表面损坏的现象,称为电腐蚀,简称腐蚀。电火花加工就是利用火花放电现象产生电腐蚀而对金属材料进行加工的一种方法。电腐蚀实际上是电热和介质流体动力综合作用的结果。它是应用最广泛的一种特种加工方法。
图5-44所示为电火花加工原理示意图。工件与工具分别与脉冲电源的两输出端相连接。伺服系统(自动进给调节装置)使浸入绝缘液体介质(煤油、变压器油等)的工具电极(紫铜或石墨)和工件电极之间持续保持很小的放电间隙(几微米到几十微米之间)。当脉冲电压加到两极之间时,便在当时条件下相对间隙最小处或绝缘强度最低处击穿介质,介质击穿后,被电离成电子和正离子,在电场的作用下,电子奔向阳极,正离子奔向阴极,在局部产生火花放电,在放电通道中产生瞬时高温(10000°C左右),使金属迅速熔化,甚至气化。每次火花放电后,工件表面就形成一个微小的凹坑。此脉冲放电过程连续不断,周而复始,随着工具电极不断向工件电极的送进,工件表面重叠起无数个电蚀的小凹坑,从而将工具电极的轮廓形状精确地复制在工件上,达到成形加工的目的。若将工具电极继续进给,直到打穿为止,就成为穿孔加工。
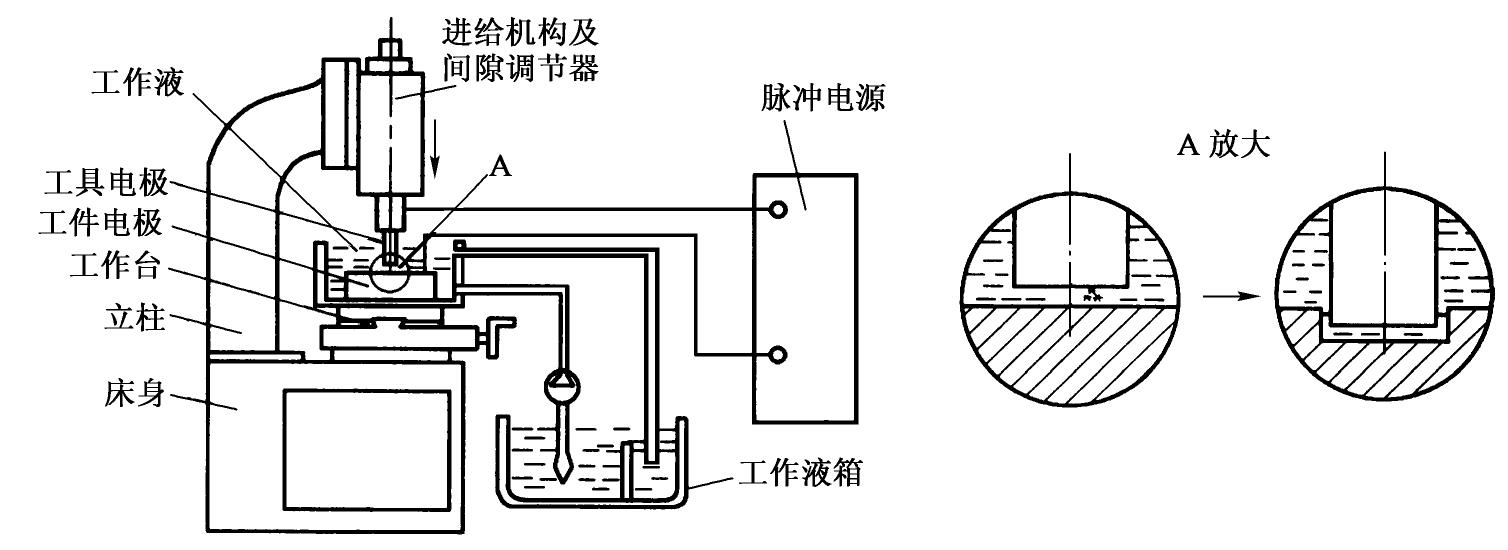
图5-44 电火花加工原理示意图